
Liikkuva, metalli
Rullaaminen on ratkaiseva prosessi teollisen veitsen tuotannossa. Mikä liikkuu? Miksi liikkua? Tarkista se alla.
Artikkeli osoitteesta https://encyclopedia2.thefreedictionary.com/Rolling+(metalworking)
Rolling, Metal
välineet metallien ja metalliseosten painemuotoon puristamalla metallit pyörivien telojen väliin. Yleensä sylinterimäiset rullat ovat joko sileitä tai syvennyksiä (kulkee), jotka muodostavat uria, kun kaksi telaa kokoontuu.
Prosessin jatkuvan toiminnan vuoksi valssaaminen on tehokkain menetelmä vaadittavien muotojen antamiseksi. Valssauksen aikana metallissa tapahtuu yleensä huomattavaa muovipuristusmuotoa, joka sisältää teoreettisen valurakenteen tuhoutumisen ja tasaisemman ja lähem- mämateriaalin muodostumisen; metallin laatu paranee täten. Näin ollen valssauksen tarkoituksena ei ole pelkästään metallin muodon muuttaminen vaan myös sen rakenteen ja ominaisuuksien parantaminen.
Muiden painemuotojen tapaan valssaus perustuu metallien sitkeyteen. Erotetaan kuuma, kylmä ja lämmin vierintä. Useimmat valssatut tuotteet (kangaspuut, kauppias ja metallilevyt, putket, pallot) valmistetaan kuumavalssaamalla 1000–1300 ° C: n lämpötilassa teräkselle, 750–850 ° C kuparille, 600–800 ° C messinkille, 350 ° - 400 ° C alumiinille ja sen seoksille, 950 - 1100 ° C titaanille ja sen seoksille ja noin 150 ° C sinkille. Kylmävalssausta käytetään pääasiassa alle 1,5–6 mm paksuisten levyjen ja nauhojen valmistukseen ja tarkkuuslohkoihin ja putkiin. Kuumavalssattua metallia jäähdytetään myöhemmin, jotta saadaan tasaisempia ja parempia mekaanisia ominaisuuksia. Kylmävalssausta käytetään myös lämmityksen ja nopeasti jäähdytettävien tuotteiden vaikeuden vuoksi. Lämmin valssaus, toisin kuin kylmävalssaus, suoritetaan jonkin verran korotetussa lämpötilassa metallin kovettumisen (kylmätyö) vähentämiseksi muodonmuutoksen aikana.
Erityistapauksissa metallit rullataan tyhjiössä tai neutraalissa ilmakehässä metallin pinnan suojaamiseksi hapettumiselta.

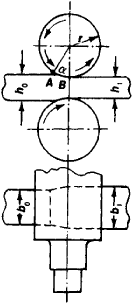
Kolme pääasiallista valssaustapaa ovat pituussuuntaiset, poikittaiset ja pyörivät (viisto) vierintä. Pitkittäisvalssauksessa (kuvio 1, a) metalli deformoituu teloilla, jotka ovat tavallisesti yhdensuuntaisia toistensa kanssa, jotka pyörivät vastakkaisiin suuntiin. Teräspintojen ja metallin välinen kitka vetää metallin telojen välisen raon läpi niin, että metalli on muovattu epämuodostuneeksi. Pitkittäinen vierintä on paljon yleisempää kuin kaksi muuta menetelmää.
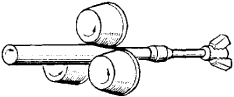
Poikittaisrullausta (kuva 1, b) ja pyörivää (viistosti) pyörivää (kuva 1, c) käytetään vain vallankumouksen kiintoaineiden hoitoon. Käänteinen liikkuminen, metalli altistetaan pyörimisliikkeelle suhteessa sen akseliin, ja se toimii siten poikittaissuunnassa. Pyörivässä valssauksessa kiertoliikkeen lisäksi metallikappaleelle siirretään kääntöliike akselinsa läpi telojen läpikulkuvalle paikalleen. Jos metallin translaationopeus on pienempi kuin kehän kierrosnopeus, sitä kutsutaan poikittaiseksi pyöriväksi valssaamiseksi; jos translaationopeus on suurempi, toimintoa kutsutaan pitkittäissuuntaiseksi rullaukseksi. Poikittaista vieritystä käytetään hampaiden ja muiden osien työstämiseen, ja pyörivää valssausta käytetään saumattomien valssattujen putkien, pallojen, akseleiden ja muiden kierroslukujen valmistuksessa (kuva 2). Pitkittäistä pyörivää valssausta käytetään valmistusporauksissa.
Pitkittäisvalssauksessa metallin poikkileikkauksen korkeus pienenee, kun metalli kulkee telojen välissä, jolloin pituus ja leveys kasvavat (kuvio 3). Metallien poikkileikkausten korkeuksien eroa ennen ja jälkikäsittelyä telojen välillä kutsutaan lineaariseksi (absoluuttiseksi) vähennykseksi. Δh = h0 - h1. Tämän arvon suhdetta alkuperäiseen korkeuteen 0, ilmaistuna prosentteina 100 / h0, kutsutaan prosentuaaliseksi vähennykseksi, joka on tavallisesti 10 - 60 prosenttia per pass, mutta voi olla jopa 90 prosenttia. Metallin pituuden lisääntymiselle on tunnusomaista pelkistyssuhde - metallin pituuden suhde rullista lähtevään alkuperäiseen pituuteen. Metallin muodonmuutosta suhteessa poikkileikkauksen leveyteen kutsutaan levittämiseksi - poikkileikkauksen leveyden ero ennen ja jälkeen vierintä. Levitys, jossa on pienennys, telan halkaisija ja kitkakerroin metalliesineen ja telojen pinnan välillä.
Telojen välistä aluetta, jossa työkappale tulee suoraan kosketuksiin telojen kanssa, kutsutaan muodonmuutosvyöhykkeeksi; se on se, että metalli on vähentynyt. Deformaatiovyöhykkeen molempien puolien vieressä olevia pieniä alueita kutsutaan muodonmuutoksen ei-kontakti- alueiksi; näillä vyöhykkeillä metalli on vain hieman epämuodostunut. Deformaatiovyöhyke koostuu kahdesta majorsegmentistä: viive-alueesta tai sisääntulopuolen liukuvyöhykkeestä, jossa metallin nopeus on pienempi kuin telojen kehänopeuden vaakakomponentti ja etuvyöhyke tai vyöhyke. liukuminen toimituspuolella, kun metallin nopeus on suhteellisen suurempi. Täten työkappaleen poistumisnopeus teloista on 2 - 6 prosenttia suurempi kuin telojen kehänopeus. Näiden vyöhykkeiden välistä rajaa kutsutaan neutraaliksi poikkileikkaukseksi. Aikavyöhykkeellä työkappaleeseen vaikuttavien telojen kitkavoimat ovat ulostulosuuntaan, kun taas etukäyntivyöhykkeessä ne ovat ulostulosuunnassa.
Metallin sieppaus telojen avulla ja prosessin stabiilisuus johtuvat kitkavoimista, jotka johtuvat metallin ja telojen välisestä kosketuspinnasta. Jotta tartunnan saaminen tapahtuisi, pureman α-kulman tangentti - kulma, joka kulkee telan akseleista pisteisiin A ja B (katso kuva 3) - ei saa ylittää kitkakerrointa: tan α ≤ μ. Kun tasaista pintaa ei tarvita, pinnan karheus lisätään teloihin, jotta voidaan lisätä puremiskulmaa ja näin ollen vetoa.
Käytännössä harhakulmat ovat 20 ° -26 ° kuumassa valssauksessa, sileät rullat, 27 ° -34 ° kuumavalssauksessa lovisilla pinnoilla ja 2 ° –6 ° kylmävalssauksessa voiteluaineella.
Rullaan kohdistuva voima valssauksen aikana määritetään kertomalla kosketuspinnan pinta-ala keskimääräisellä ominaisvoimalla P = F × pm. Konkreettinen voima jakautuu epätasaisesti kosketuspinnoille: suurin on lähellä neutraalia poikkileikkausta
ja pienenee sisään- ja uloskäynnin suuntiin. Suorakulmaisen poikkileikkauksen omaavissa kaistaleissa kosketuspinta lasketaan kaavalla ![]() , jossa r on telan säde. Kaistojen kylmävalssauksessa todellinen kosketusalue on suuri, koska rullat puristuvat joustavasti kosketuksissa metallien kanssa.
, jossa r on telan säde. Kaistojen kylmävalssauksessa todellinen kosketusalue on suuri, koska rullat puristuvat joustavasti kosketuksissa metallien kanssa.
Keskimääräinen spesifinen voima, jota kutsutaan myös normaaliksi laakerijännitykseksi, riippuu monista tekijöistä ja se voidaan ilmaista kaavalla pm = n1n2n3σ. Jos n1 on metallin jännitystilan kerroin, joka riippuu pääasiassa pureman kaaren pituuden ja pisteiden A ja B välisen kaaren välisen kaaren (kuvio 3) välisestä suhteesta. valssattavan nauhan keskimääräinen paksuus ja leveys, kitkakerroin ja valssatun metallin venytys (venytystä käytetään laajasti kylmävalssauksessa); n2 on kerroin, joka ottaa huomioon pyörimisnopeuden vaikutuksen; n3 on tehokas, joka vastaa metallin kylmätyön vaikutuksesta; ja σ on metallin tuottoarvo (vastus muodonmuutokselle) valssausprosessissa käytetyssä lämpötilassa. Kerroin n1 on tärkein ja vaihtelee suuresti - 0,8 - 8 riippuen edellä mainituista tekijöistä. Tämä kerroin kasvaa kitkavoimina kosketuspinnoilla ja työkappaleen paksuus pienenee. Käytännön laskelmissa n3 otetaan 1: ksi kuumavalssauksessa ja n2 otetaan 1-kertaiseksi.
Hiiliteräksille keskimääräinen ominaisvoima on alueella 100–300 newtonia neliömetriä kohti (10–30 kilogrammaa voimaa mm2: ssa) ja 800–1 500 newtonia neliömetriä kohti (80–150 kilogrammaa voimaa / mm2). kylmävalssauksessa. Tuloksena olevat voimat teloilla yleisimmissä vierintäolosuhteissa suuntautuvat rullan akseleita, toisin sanoen pystysuoraan yhdistävän linjan suuntaisesti (kuvio 4).
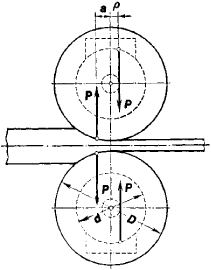
Jokaisen telan pyörimiseksi tarvittavan voiman P ja momentin M välinen suhde saadaan kaavalla M = P (a + ρ), jossa a on voiman P varsi, joka on alueella (0,35–0,5) ![]() ja ρ on telan laakereiden kitkakehän säde, joka on yhtä suuri kuin laakerin kitkakerroin, joka on kerrottu laakerin trunion sädöllä. Rullan teräslanka- ja teräsnauhojen voima vaihtelee noin 200-1000 kilonewtonista (kN) eli 20-100 tonnia; 2–2,5 m leveät levyt ulottuvat 30–60 MN: iin (3 000–6 000 tonnia). Molempien telojen teräksestä ja pienistä osista suojaamiseen tarvittava momentti vaihtelee välillä 40–80 kN-m (4–8 tonnia), ja pyörivien laattojen ja leveiden levyjen hetkellinen määrä saavuttaa 6 000–9 000 kN-m (600 –900 tonnin voima-m).
ja ρ on telan laakereiden kitkakehän säde, joka on yhtä suuri kuin laakerin kitkakerroin, joka on kerrottu laakerin trunion sädöllä. Rullan teräslanka- ja teräsnauhojen voima vaihtelee noin 200-1000 kilonewtonista (kN) eli 20-100 tonnia; 2–2,5 m leveät levyt ulottuvat 30–60 MN: iin (3 000–6 000 tonnia). Molempien telojen teräksestä ja pienistä osista suojaamiseen tarvittava momentti vaihtelee välillä 40–80 kN-m (4–8 tonnia), ja pyörivien laattojen ja leveiden levyjen hetkellinen määrä saavuttaa 6 000–9 000 kN-m (600 –900 tonnin voima-m).





